Jika Anda ingin mencetak pelampung fuel sensor menggunakan ELEGOO Saturn 3 Ultra (printer resin), ada beberapa hal yang perlu diperhatikan, mulai dari desain hingga pencetakan dan finishing. Berikut langkah-langkahnya:
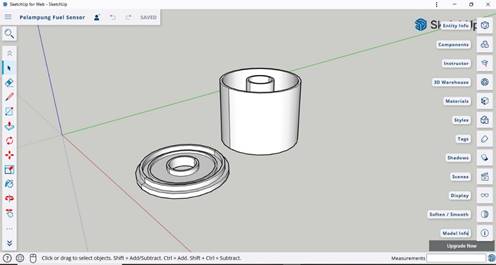
Membuat Bentuk Dasar
- Buka SketchUp dan pilih template millimeter atau centimeter.
- Gunakan Circle Tool (C) atau Rectangle Tool (R) untuk membuat bentuk dasar pelampung (silinder atau kotak).
- Gunakan Push/Pull (P) untuk memberikan ketinggian pada bentuk tersebut.
- Jika ingin membuat pelampung berongga, gunakan Offset Tool (F) untuk membuat dinding lalu Push/Pull (P) bagian tengahnya.
Menambahkan Lubang untuk Sensor
- Gunakan Circle Tool (C) untuk menggambar lubang pada permukaan pelampung.
- Gunakan Push/Pull (P) untuk membuat lubang tembus atau ruang untuk magnet/reed switch.
Membulatkan Tepi (Opsional)
- Gunakan Eraser Tool (E) + Ctrl untuk membuat chamfer atau RoundCorner Plugin jika ingin tepian lebih halus.
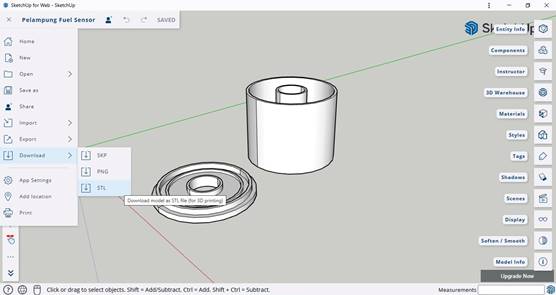
Mengekspor ke STL untuk 3D Printing
- Pastikan model tertutup rapat dan tidak ada lubang (manifold).
- Pergi ke File > Export > 3D Model.
- Pilih format STL untuk dicetak dengan ELEGOO Saturn 3 Ultra.
Pengaturan Cetak di ELEGOO Saturn 3
- Layer Height: 0.05 mm untuk detail halus.
- Exposure Time: Sesuai dengan jenis resin yang digunakan (biasanya 2-3 detik per layer untuk resin standar).
- Supports: Tambahkan support agar bagian berongga tidak gagal saat dicetak.
- Orientasi: Cetak dengan sudut miring (sekitar 30-45 derajat) untuk menghindari efek suction dan memperbaiki adhesi.
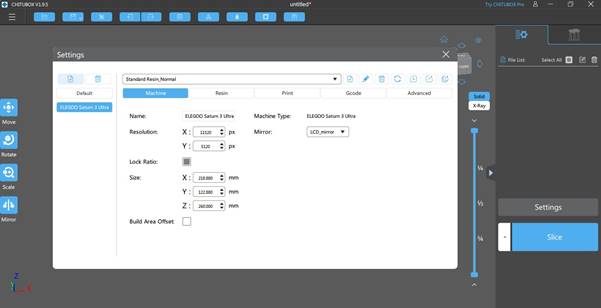
Untuk mencetak pelampung fuel sensor di ELEGOO Saturn 3 Ultra menggunakan Chitubox, ikuti langkah-langkah berikut agar hasilnya optimal:
Impor File STL ke Chitubox
- Buka Chitubox dan atur printer ke ELEGOO Saturn 3 Ultra.
- Klik “Open File” dan pilih model pelampung.stl yang sudah Anda desain di SketchUp.
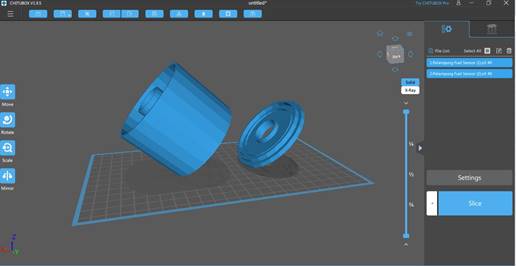
Pengaturan Orientasi Model
- Posisi Miring (30° – 45°):
- Untuk mengurangi efek suction dan memastikan cetakan berhasil.
- Gunakan Rotate Tool (R) di Chitubox untuk memiringkan model.
- Letakkan di atas build plate: Pastikan tidak ada bagian model yang langsung menyentuh build plate untuk menghindari deformasi.
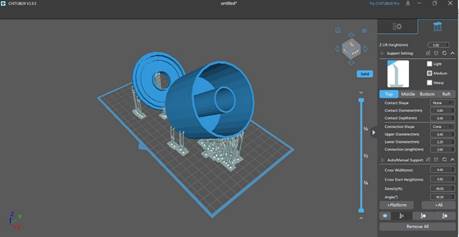
Menambahkan Support
- Gunakan Auto-Support (Light/Medium Support) atau tambahkan manual.
- Support harus cukup untuk menopang bagian melayang, terutama jika desain memiliki rongga.
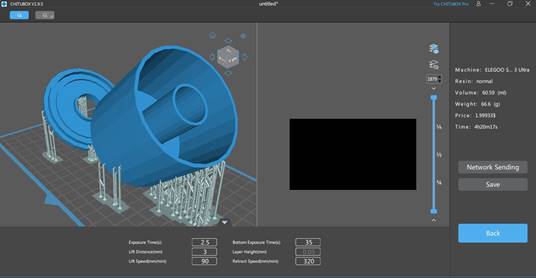
Pengaturan Parameter Print
- Layer Height: 0.05 mm (untuk detail halus).
- Bottom Layer Count: 4-6 (agar lebih menempel di build plate).
- Exposure Time:
- Normal Exposure: 2-3 detik per layer (tergantung resin).
- Bottom Exposure: 20-25 detik (agar menempel dengan baik).
- Lift Speed & Distance:
- Lift Distance: 5-8 mm.
- Lift Speed: 50-60 mm/min (untuk mengurangi suction force).
Slicing & Transfer File
- Klik “Slice”, lalu simpan file dalam format .goo
- Transfer file ke USB dan masukkan ke Saturn 3 Ultra.
6. Pasca-Pemrosesan
- Cuci dengan IPA 95-99% selama 3-5 menit (gunakan ultrasonic cleaner atau sikat lembut).
- Curing UV selama 5-10 menit agar resin mengeras sempurna.
- Finishing: Amplas ringan jika perlu, dan aplikasikan epoxy atau clear coat tahan bahan bakar agar lebih kuat.